
���ˮa(ch��n)�I(y��)�Ї�(gu��)����(zh��ng)��ǰҹ �l(shu��)��")
���C(j��)е��C4ʾ�̾������@ʾ�Q��")
���C(j��)�����ŷ�늙C(j��)����(d��ng)����")
5.2.1 �C(j��)�����cPLC �ӿ�ͨӍ
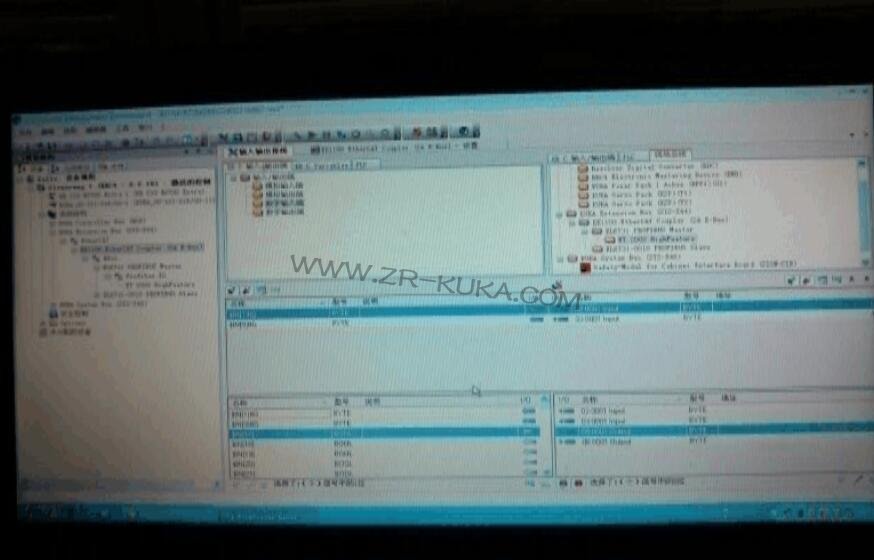
�F(xi��n)��(ch��ng)����Profibus �������D2.1 ��

�D2.1
1.1 ���F(xi��n)��(ch��ng)�������C(j��)ճ�N���(xi��ng)Ŀ�в������E���£�
�ڴ����(xi��ng)Ŀ�Y(ji��)��(g��u)���x�(xi��ng)���O(sh��)����չ�_(k��i)��(sh��)�νY(ji��)��(g��u)��ֱ����(ji��)�c(di��n)�����Y(ji��)��(g��u)��Ҋ(ji��n)��
�����I�c(di��n)�������Y(ji��)��(g��u)�������P(gu��n)�ˆ����x�����ӡ����� DTM �x���S�����_(k��i)��
�x������F(xi��n)��(ch��ng)�������C(j��)���� OK �_�J(r��n)��ԓ���C(j��)�����{���(sh��)�νY(ji��)��(g��u)�С�
1.2 ���ìF(xi��n)��(ch��ng)�������C(j��)�������E����
�ڴ����(xi��ng)Ŀ�Y(ji��)��(g��u)���x�(xi��ng)���O(sh��)���������I�c(di��n)���F(xi��n)��(ch��ng)�������C(j��)��
�����P(gu��n)�ˆ����x���O(sh��)�� ... ��һ��(g��)�����O(sh��)�䔵(sh��)��(j��)�Ĵ��ڴ��_(k��i)��
����(j��)��Ҫ�O(sh��)����(sh��)��(j��)���S���� OK ���档
1.3 �����O(sh��)��������E���£�
�ڴ����(xi��ng)Ŀ�Y(ji��)��(g��u)���x�(xi��ng)���O(sh��)���������I�c(di��n)���O(sh��)�䡣
�����P(gu��n)�ˆ����x���O(sh��)�� ... ��һ��(g��)�����O(sh��)�䔵(sh��)��(j��)�Ĵ��ڴ��_(k��i)��
����(j��)��Ҫ�O(sh��)����(sh��)��(j��)���S���� OK ���档
1.4 �B��ݔ����cݔ���˲������E
�c(di��n)�����I���_(k��i)�Ӿ�����������ݔ��ݔ���Ӿ����_(k��i)��
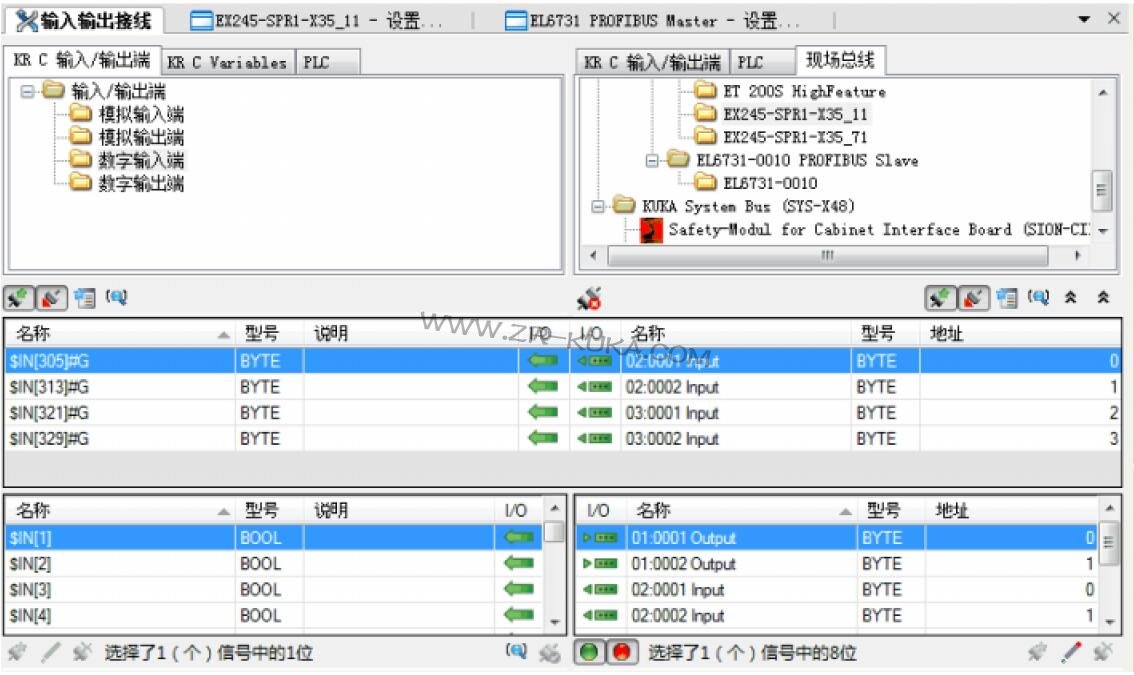
�ڴ�������(c��)���x�(xi��ng)�� KR C ݔ�� / ݔ�������x����Ӿ��ęC(j��)���˿���ϵ�y(t��ng)���������磺��(sh��)��ݔ��ˡ���̖(h��o)�ڴ���ݔ��ݔ���Ӿ����°벿���@ʾ��
�ڴ����Ұ��(c��)���x�(xi��ng)���F(xi��n)��(ch��ng)�������x���O(sh��)�䡣
���C(j��)���˿���ϵ�y(t��ng)����̖(h��o)�� Drag&Drop ���Ϸţ� �����O(sh��)���ݔ���ݔ�����ϡ�����֮���O(sh��)���ݔ���ݔ���������C(j��)���˿���ϵ�y(t��ng)����̖(h��o)�ϡ�����̖(h��o)�ʹ��B���ꮅ��
5.2.2 �C(j��)�����c���������C(j��)�ӿ�����
2.1 �C(j��)���˺��Ӆ���(sh��)����
���C(j��)���˺����M(j��n)�����c(di��n)У����
��TP→Servogun_TC ������eg_extern.src eg_lib_tc.src
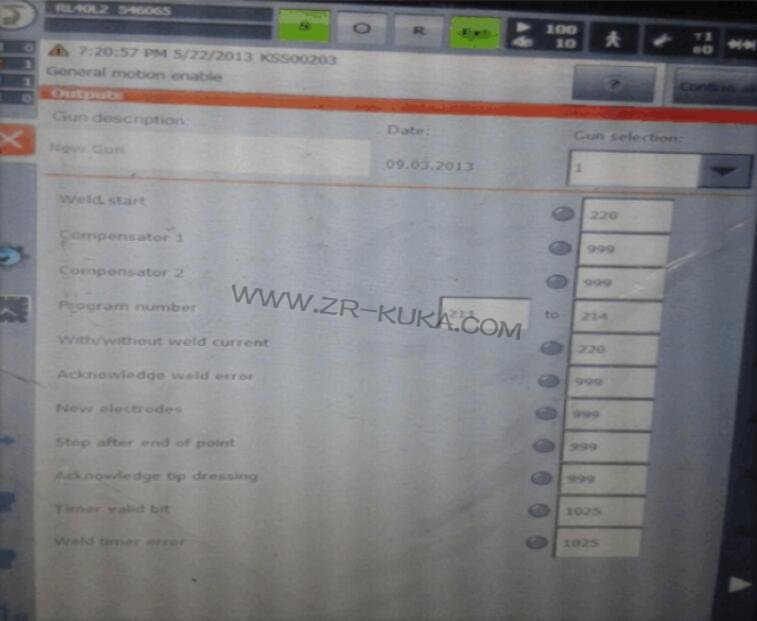
����→ �ŷ���(qi��ng)Ť������→ inputs→ ��weldend �Ğ�205��with/without weld current �Ğ�1025 ��Timer ready �Ğ�204��
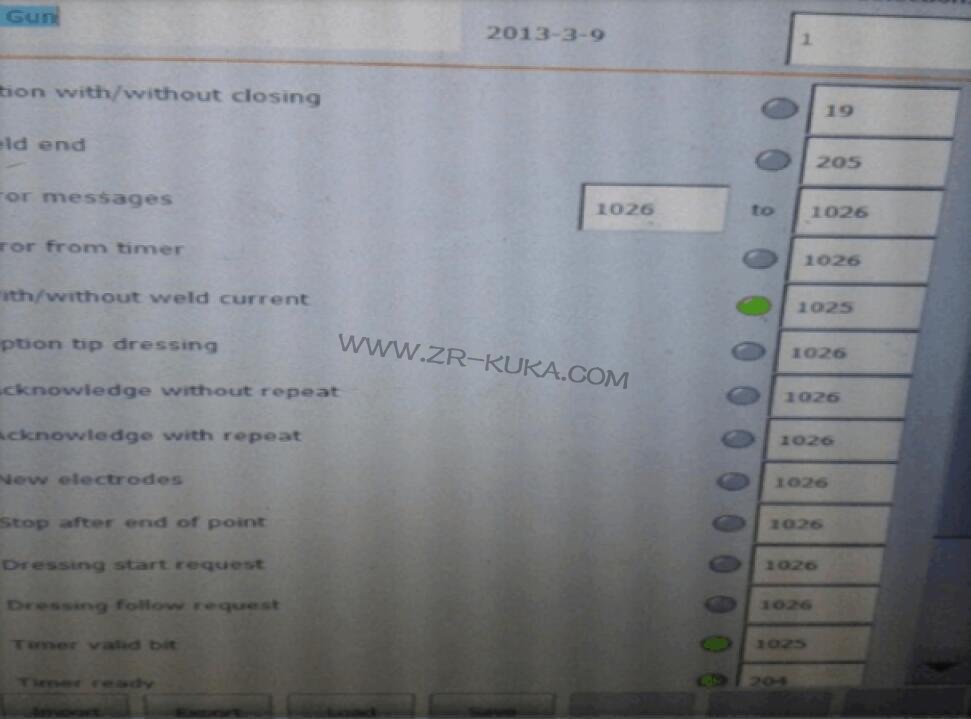
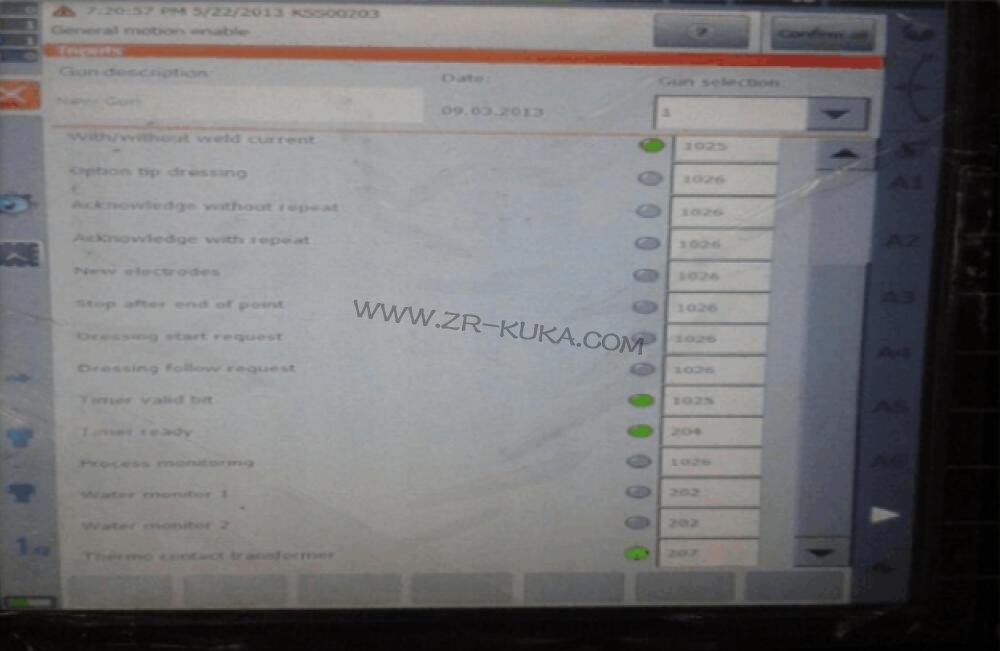
outputs →��weld Start �Ğ�220 ��program number �Ğ�211to214 ��with/without weld current �Ğ�220
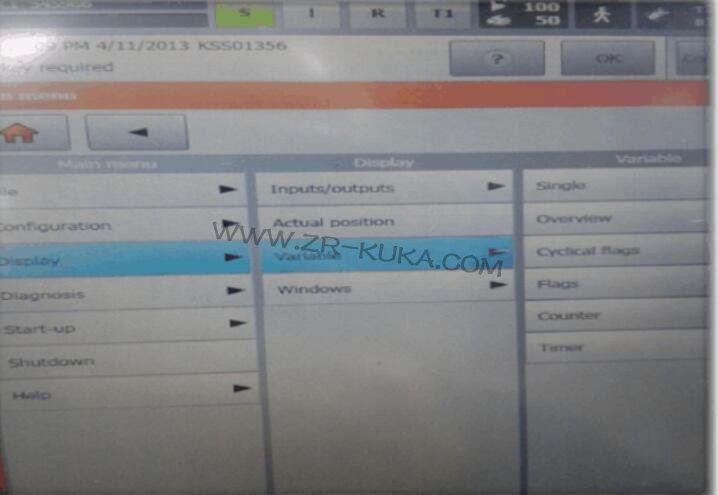
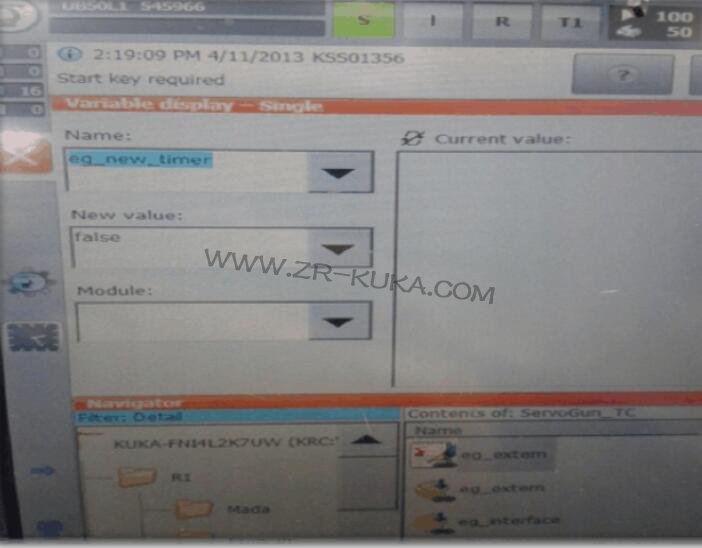
��display→ variable → single→��name �Ğ�eg_new_timer ����new value �Ğ�false
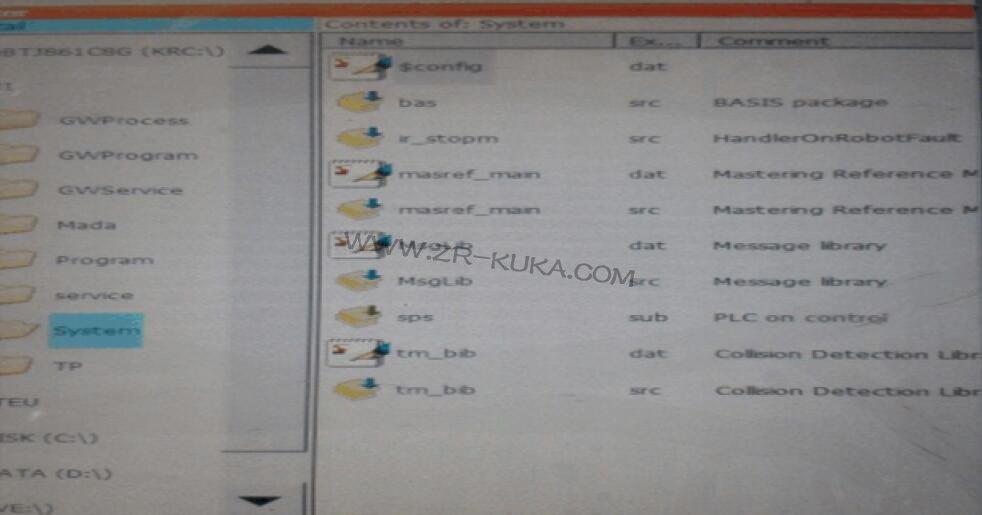
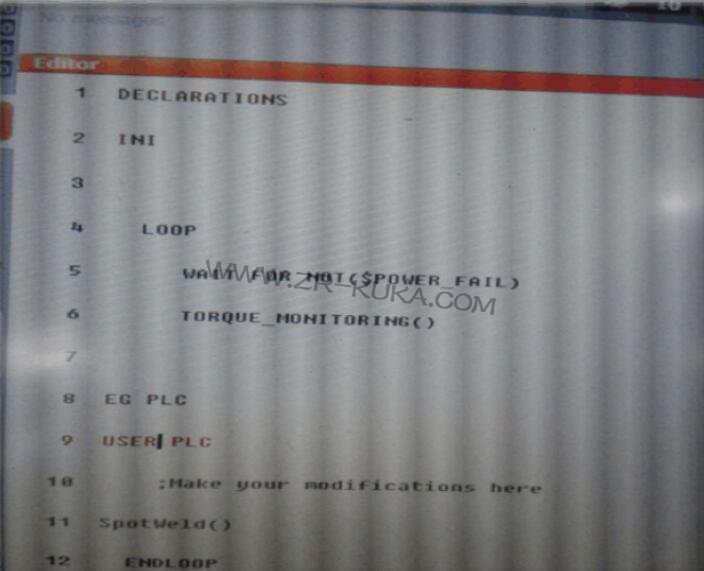
��system �д��_(k��i)sps ����→չ�_(k��i)�ھ���user plc���ڵ�11 ��ݔ��SpotWeld ����
�c(di��n)�_(k��i)program �ļ��A→�½�һ��(g��)�ļ��A→�c(di��n)���҂�(c��)����→�½��x��ģ�K→ open ����→����home�����c(di��n)��ȫ��׃�����������������������ͬ�����Q(ch��ng)���t�c(di��n)��ͬ���ͺ���ptp �Z(y��)��
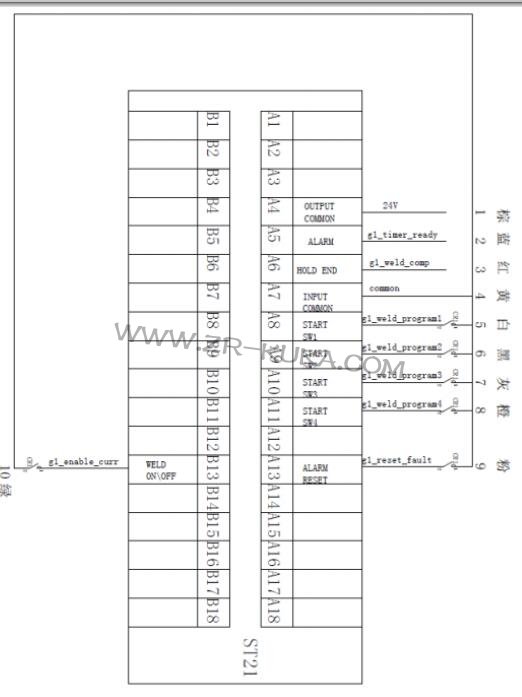
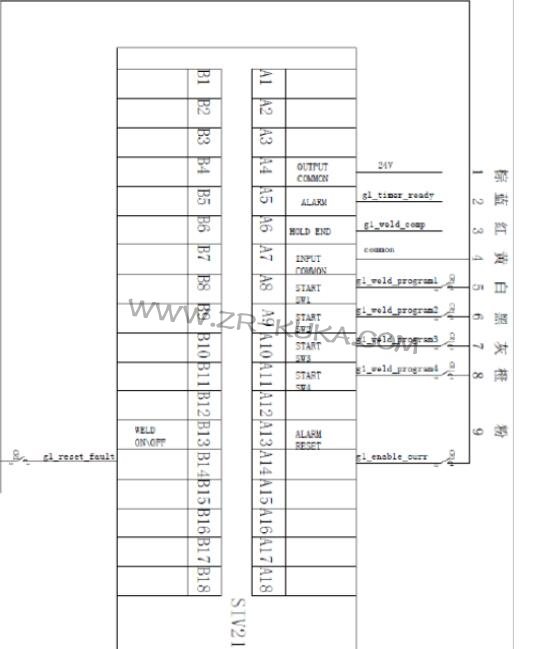
2.2 ���ӿ������Ӿ��� ST21��Сԭ��ϵ���ǹ��l���ӿ������� SIV21��Сԭ��ϵ�������l���ӿ��������ɷN�������Ľӷ���һ�ӣ���D6.1 �鹤�l�ӷ����D6.2 �����l�ӷ����Ƴ�A12 ��A14 �Ķ̽�Ƭ��
5.2.3 �C(j��)�����cץ�ֽӿ�����
3.1 ��(d��o)��GSD�ļ�
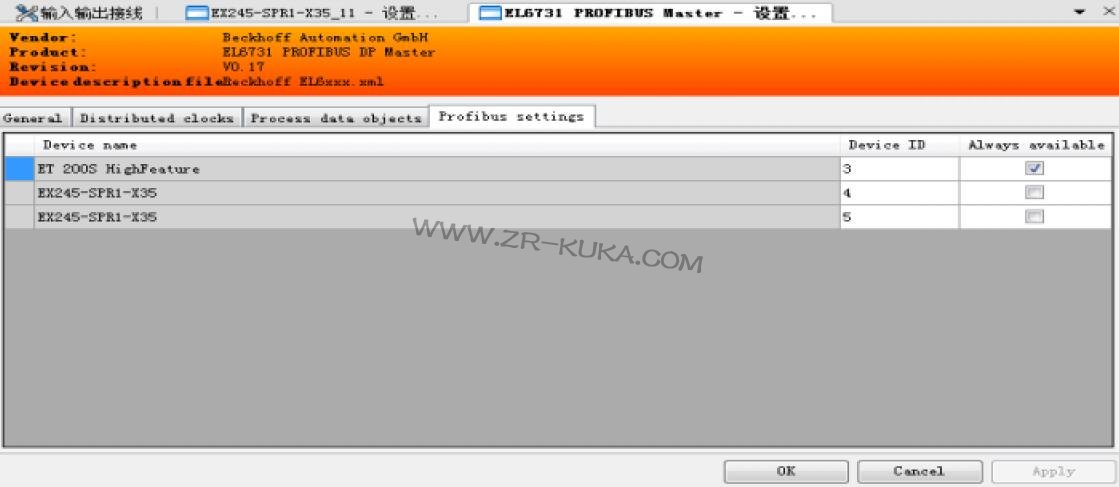
3.2 �M(j��n)��I/O ���ü�վ��ַ�O(sh��)��

5.2.4 �C(j��)�����cˮ���Ԫ����
�@���҂�ֻ�õ���ˮ���Ԫ�����е���о�������{(l��n)ɫ���� 0V������ɫ���� 24V���������ƹ��(n��i)�Դ�ӿ�̎���D8.1 �����{(l��n)ɫ���� start_water ݔ��������ET200S��(du��)��(y��ng)201 �ˣ��{(l��n)ɫ���� air_ok ݔ�룩���{(l��n)ɫ���� flow1_ok ݔ�룩����ET200S��(du��)��(y��ng)202 �ˣ��� flow2_ok ݔ�룩����ET200S��(du��)��(y��ng)203 �ˣ��D2.41 ����